De la bobine de métal à la boîte boisson : 9 étapes pour 1 canette
En acier ou en aluminium, la boîte boisson est composée de deux pièces : un corps embouti et étiré et un couvercle serti. Le temps nécessaire à sa réalisation est court, mais ce ne sont pas moins de 9 étapes au total qui composent sa fabrication. Durant tout son cycle de fabrication et de distribution, la canette est soumise à un principe de traçabilité.
 Découpage et préformage
Découpage et préformage
Au cours de cette première étape, une bobine de tôle d’acier ou d’aluminium alimente une presse qui découpe et emboutit des coupelles.

Emboutissage et étirage
 Les coupelles sont étirées au travers d’une série d’anneaux de plus en plus petits jusqu’à la hauteurvoulue. Le fond, embouti en fin de course après l’étirage, prend sa forme de dôme inverti pour qu’il puisse résister à la pression intérieure.
Les coupelles sont étirées au travers d’une série d’anneaux de plus en plus petits jusqu’à la hauteurvoulue. Le fond, embouti en fin de course après l’étirage, prend sa forme de dôme inverti pour qu’il puisse résister à la pression intérieure.
• Emboutissage : Opération qui consiste à façonner une pièce de métal entre une forme en creux appelée matrice et un poinçon, pour lui donner une forme creuse. (source : Ciemra).
• Étirage : Opération consistant à faire passer l’ébauche emboutie par des bagues d’étirage afin d’allonger le métal et l’amincir. On obtient ainsi progressivement des boîtes dont les parois sont plus minces que le fond. (source : Ciemra).
 Cisaillage
Cisaillage
Au sortir de l’opération d’étirage, la boite est rognée (cisaillée) à la bonne hauteur pour le reste du process.
 Nettoyage
Nettoyage
Les boîtes sont ensuite nettoyées et prétraitées pour recevoir un revêtement intérieur et une décoration extérieure :
• Nettoyage préalable par rinçage à l’eau
• Nettoyage au moyen d’un détersif
• Rinçage à l’eau froide
• Rinçage à l’eau déminéralisée
• Séchage

 Impression et vernissage
Impression et vernissage
Après application d’un support (couché) incolore ou blanc pour les boîtes acier, les corps de boîtes en rotation sont prêts à recevoir sur une décoratrice jusqu’à 8 couleurs par transfert depuis un blanchet qui les a recueillis préalablement une par une et côte à côte depuis les clichés (plaques d’impression) correspondant aux couleurs.
Dans le cas des boîtes aluminium, aucun couché n’est appliqué en préalable, mais un vernis vient recouvrir les couleurs transférées sur le corps des boîtes. Cette opération est intégrée à la décoratrice.

 Vernissage du fond
Vernissage du fond
Les canettes sont acheminées vers une autre station où un vernis protecteur est appliqué sur le fond. Les boîtes sont alors transférées sur un convoyeur vers un four où l’encre d’impression est polymérisée.
Un revêtement spécialement étudié est enfin appliqué sur les parois intérieures de la boîte afin de constituer une barrière de protection entre le métal de la boîte et les futurs produits conditionnés. Comme pour les encres, les boîtes sont transférées à nouveau vers sur un convoyeur vers un four où le revêtement intérieur est polymérisé.
 Rétreint et formage du col
Rétreint et formage du col
Cette double opération qui utilise des machines complexes qui combinent des opérations de moulurage ou d’emboutissage réduit le diamètre de l’ouverture pour former le col et le bord tombé qui servira à l’opération de sertissage du couvercle après remplissage chez le client.
Enfin, les boîtes sont testées sur un dispositif générateur de lumière qui permet de détecter les microtrous où les boîtes défectueuses sont rejetées puis par des systèmes d’inspection par caméras qui analysent la présence de défauts ou de corps étrangers pour ce qui est de l’intérieur, mais aussi les défauts de décoration pour ce qui est de l’extérieur.
 Remplissage
Remplissage
Les remplisseurs (les marques de boissons) remplissent la boîte et ajoutent du CO2 pour  une boisson pétillante et de l’azote pour une boisson plate afin de garantir la pression qui participe à la résistance de la boîte.
une boisson pétillante et de l’azote pour une boisson plate afin de garantir la pression qui participe à la résistance de la boîte.
 Pose du couvercle
Pose du couvercle
Le couvercle en aluminium est serti sur le corps de boîte. Le sertissage est une opération d’assemblage de deux pièces sans déformation ni salissure, garantissant une fermeture étanche à l’oxygène. Le couvercle d’une canette est toujours en aluminium, quel que soit le matériau de la boîte (acier ou aluminium).

Un processus de recyclage exemplaire
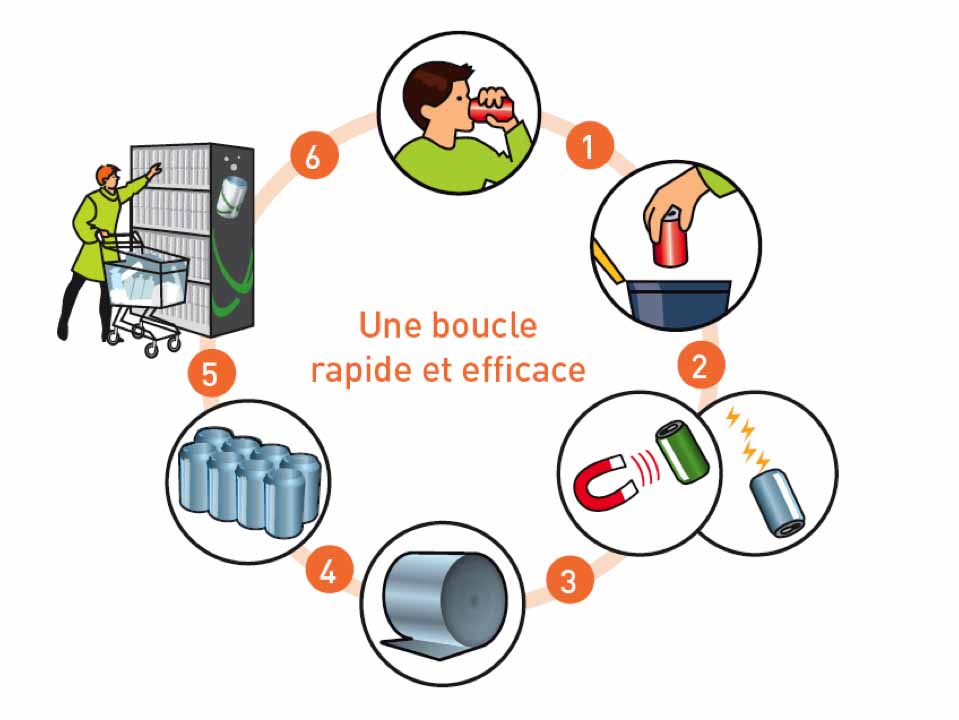
Une deuxième vie en moins de 60 jours
Moins de 60 jours après la mise à la poubelle de canettes usagées, le recyclage peut donner naissance à de nouveaux produits en acier ou en aluminium, notamment des boîtes boisson prêtes à être commercialisées.
Une fois jetée dans le bac ou le sac mis à la disposition du citoyen par la collectivité territoriale (1), la canette usagée rejoint un centre de tri où elle est isolée des autres déchets d’emballages à l’aide des courants de Foucault si elle est en aluminium (2), d’un aimant si elle est en acier (2). Les boîtes en aluminium rejoignent des fonderies dédiées à différentes applications (automobile, emballage, fenêtre). Celles spécialisées dans les alliages de boîtage livrent des plaques à laminer qui sont transformées en bobines (3). Les boîtes en acier sont acheminées vers les aciéries. Là, l’acier est enfourné, puis laminé pour être transformé en bobines (3), barres ou fils selon l’utilisation (électroménager, construction, automobile, emballage). Les bobines d’acier ou d’aluminium servent à fabriquer des boîtes (4) qui sont acheminées vers les lignes de remplissage d’où elles sortent pour être vendues aux consommateurs dans les différents circuits de distribution (5), puis consommées (6).
Acier / aluminium : deux techniques éprouvées
Les canettes en acier sont captées par un aimant (overband) situé au-dessus des produits. Cet aimant est en mouvement afin d’éjecter les canettes en acier vers une presse qui les transforme ensuite en paquets.
Les canettes en aluminium sont captées à l’aide d’une machine qui créé un courant de Foucault (champ magnétique repoussant les métaux non ferreux). Les produits en aluminium sont ensuite mis en balle.
Pour créer un courant de Foucault on insère dans un tambour (ou roue) des pôles magnétiques.
Lorsque la roue tourne, le champ magnétique créé éjecte les produits contenant de l’aluminium. On appelle cet équipement une roue polaire.